3D-Lasermessung von Umformteilen
alpha.hot3D / Heißmesszelle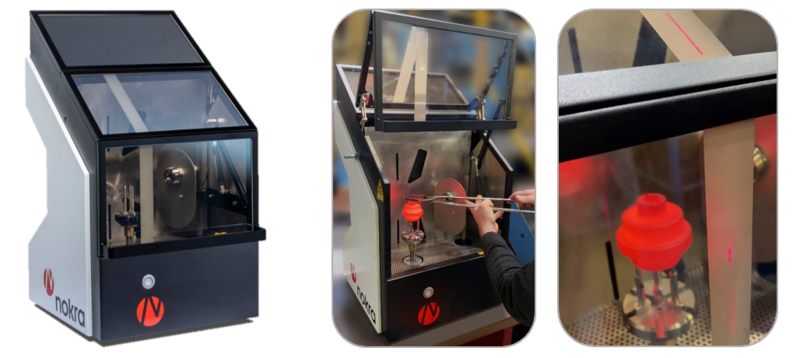
Mikrometer-genaue Vorhersage der Kaltabmessungen sofort nach dem Schmieden
Laser vermisst die vollständige 3D-Kontur von bis zu 1200 °C warmen Schmiedeprüflingen
Das alpha.hot3D System macht die Vorhersage der Kaltabmessungen innerhalb von wenigen Sekunden nach dem Schmieden möglich. So kann der Umformprozess schon nach den ersten Teilen überprüft und sofort optimiert werden. Beim Schmieden ist es entscheidend, möglichst schnell nach dem Umformen der ersten Stücke zu wissen, ob sie die spezifizierten Abmessungen einhalten werden, nachdem sie erkaltet sind.
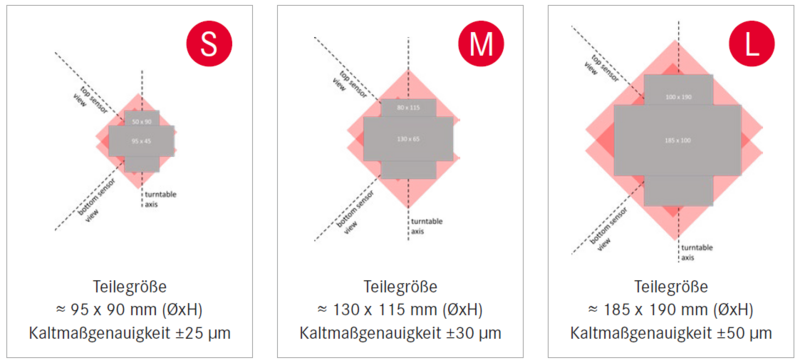
Das System erfasst die vollständige Kontur von bis zu 1.200 °C warmen Prüflingen und berechnet die Abmessungen der Teile im erkalteten Zustand mit einer Genauigkeit von bis zu ± 25 μm: Der Schmiedeprozess kann bereits wenige Sekunden nach dem Umformen des ersten Teils optimiert werden.
3D-Lasermessung an der Presse
Kaltmaßprüfung und Werkzeugbewertung
- Betrieb an der Fertigungslinie
- Tischgerät zur Vermessung von Prüflingen bis 1200 °C
- Einfache Bedienung und Statusanzeige mit einem Taster
- Vollständige 3D-Erfassung mit präzisen Lasersensoren
- Messung und Auswertung in wenigen Sekunden
- Individuelle Kaltmaßvorhersage für jedes Merkmal
- Genauigkeit der Kaltmaßvorhersage ab ±25 μm
- Kundenseitig erstellbare Prüfpläne, erweiterbare Merkmals-Bibliothek
- Flexible Schnittstellenkonfiguration für Ergebnisdaten (CAQ-Systeme, qs-STAT, …)
- Automatische Messmittelüberwachung nach MSA Verfahren 1
Video: Messzelle in Betrieb an Schmiedepresse
Das System kann auf der Betriebsbühne der Schmiedepresse installiert werden – die warmen Schmiedestücke werden unmittelbar nach dem Verlassen der Schmiedepresse direkt vom Förderband in die Messzelle eingesetzt. Die Messung startet auf Knopfdruck, das Kaltmaß-Ergebnis – „i.O.“ oder „n.i.O.“ – liegt einschließlich der Darstellung der Merkmale und dem Soll-/Ist-Vergleich nach wenigen Sekunden vor. Anschließend kann der Prüfling dem Prozess wieder zugeführt werden.
Vermessung von Umformteilen bis zu 1200 °C warm

3D-Visualisierung - virtueller Schmiedemeisterblick
Heiße Formen - kühl betrachtet
- Digitale Prüfzwillinge als dauerhafte Rückstellmuster
- Dokumentation des Produktionsverlaufs
- Frühe Eingriffsmöglichkeit im Prozess
- Objektive Kriterien zur Werkzeugbeurteilung
- Optimierung der Werkzeugstandzeit
- Optimierung und Test von Prüfplänen auf Basis von gespeicherten Messdaten
Überwachung des Werkzeugverschleißes

Die Abnutzung des Werkzeugs wird kontinuierlich überwacht.
Ein Trend ist bei den Bewertungsmerkmalen erkennbar.
Prüfergebnis Umformteil mit Vergleich der Soll-/Istwerte

Funktionsprinzip Laservermessung
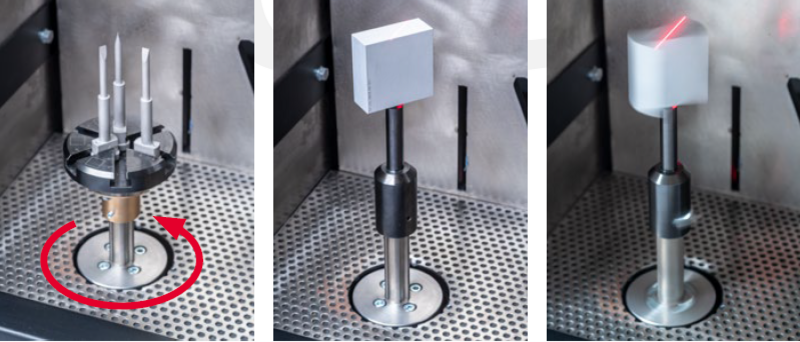
Die Vermessung des Prüflings erfolgt durch nokra Laserlichtschnitt-Sensoren. Durch die 360°-Drehung des Prüflings erfassen die Sensoren die vollständige 3D-Geometrie.
Technische Merkmale
- Schnell wechselbarer Messteller für die Prüflinge
- Einfache Referenzierung mit beiliegendem Referenzkörper
- Laserschutzklasse 1
- Optional: Ausstattung mit TWIN-Sensoren zur Vermeidung von Verschattung bei nicht rotationssymmetrischen Bauteilen (Messzelle Größe L)
- Integrierte Datenbank zur Ergebnisspeicherung (4 TB)
- Maße der Messzelle (B x H x T)
Tischgerät S und M: 520 x 900 x 580 mm, 92 kg
Tischgerät L: 670 x 1000 x 680, 115 kg
Standard-Messvolumina